
Industrial Training & Consultancy Services
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
| INTACS Technical Tips | ||||||||||||||||||||||||
|
||||||||||||||||||||||||
| Allen Bradley | ||||||||||||||||||||||||
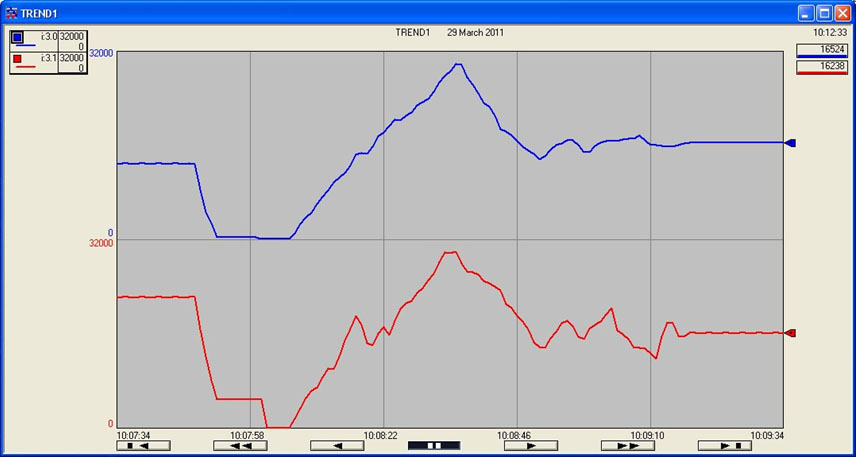
| SLC500 Technical Tip:Use of the “Trend” function When multiple tags are viewed within the “Trend” module included in RSLogix500, the default view is for the Trends to be overlaid on top of one another, making it difficult to distinguish between the individual traces.
To make the view much more readable, open the “Chart Properties” dialog box (right click anywhere in the graph), select the “Y-Axis” tab & under “Display Options” tick the “Isolated Graphing” check box.
|
||||||||||||||||||||||||
| ControlLogix
Note that the Series A of the L60 CPUs use a different battery to the Series B of the same CPU. The CPUs that use the BA1 battery use up the battery very quickly when the power is off (worst case is 13 days!). The L60 series CPUs of Series B using the BA2 battery have a much longer life because the Series 2 use a different sort of memory. L6x Series B CPUs
have internal NVRAM that is used to save RAM data while powering
down using battery. After a save is done, the processor does not use
battery at all - this extends battery life. On the power up, the
processor checks internal NVRAM. If the image is valid, it is
automatically copied back to the RAM.
|
||||||||||||||||||||||||
| Siemens | ||||||||||||||||||||||||
 S5 S5As you will know, Siemens S5 PLC equipment is now obsolete. Please note we have a warehouse with an enormous amount of Siemens S5 spares. Some of the S5 spares equipment is new & boxed, some is used. If you need to protect yourself against the possibility of being without a particular S5 spare to keep your machines & lines running, let us know what you need & we can advise availability & cost. |
||||||||||||||||||||||||
| S7
Did you know that, if you have a Siemens S7-300 CPU problem & you need to swap it with a dissimilar CPU, you will find there are a number of things you will very quickly need to know to avoid unnecessary & costly downtime (& a service call-out if you haven’t got the right equipment)!
Likewise, if you are carrying a “common” CPU as a spare (which is different to the original), you will have the same problem as above. The time you will save in lost production plus the possible cost of the service call-out you may have if you do not know what to do (or find you haven’t got the right equipment), will easily pay for the training for probably your entire team. Now that probably is worth knowing. |
||||||||||||||||||||||||
| Mitsubishi | ||||||||||||||||||||||||
 Q, FX & A Series PLC Q, FX & A Series PLCIf you are not a regular PLC user but able enough to “just about able to get by”, you ought to know that unlike when you are working with most other PLC systems, with Mitsubishi there is a fundamental difference that what you see on your PC or laptop screen when you are connected to the PLC may very well NOT be the program that’s running. It sounds strange that you could actually be monitoring a different Mitsubishi program to the one that’s running, but that’s actually the way it is! It’s up to YOU, the user, to make sure you know what you are doing so that you can correctly interpret the status you see. With Mitsubishi, although the machine or process status that you see on the screen does come direct from the PLC you are connected to, the actual program code you see is the one on your computer that it is configured for. Fail to pay attention to this & you’ll never understand what’s going on.
|
||||||||||||||||||||||||
|
If you use Mitsubishi PLCs on-site, what software do you use to connect on-line, to monitor, fault-find & perhaps re-load a program? Chances are these days that it is the GX Developer software that has been around for a number of years.
Answer, unless the machine builder told you, you probably wouldn’t know. So what are the implications? It’s not the end of the world & you would be able to connect your PC or laptop using your standard cable, however, you will only be able to see the program in Instruction Set. The program may well have been written in Ladder Logic but you will not be able to monitor it anywhere near as easily as if you were using the GX IEC Developer software.
The real problem comes with the program backups you keep (or you have been supplied with). If you do not have the GX IEC Developer software, you could well struggle to re-load a program for example of your backups are in that format. Also, the real big issue is if you need to make any small changes to the software running in the Mitsubishi PLC. Whilst you can make your modifications with the GX IEC Developer software, you destroy the structure of the GX IEC Developer program; you should only do this as a last-ditch panic measure if you have absolutely no option. Don’t forget, check it out. If you are relatively new to your site, the guy who had responsibility for the systems before you started may have already done some of this so you need to be on your guard. If you need help, call us. |
||||||||||||||||||||||||
Specialists in industrial control systems' training & support - standard, customised & on-site options
PLCs, Drives, Industrial Electrics & process instrumentation - approved by leading manufacturers
Providing industry with high quality & meaningful training solutions at competitive prices
INTACS
Industrial Training Centre
Harbo Works,
Harrowden Road, Wellingborough, Northamptonshire, NN8 5BJ
England
Telephone +44
(0)1933 440679
Email enquiries@intacs-training.co.uk
Copyright © INTACS 2023
GDPR Privacy
Statement


 There are several different versions of the ControlLogix processor
module. They do not all use the same battery & do not behave in the
same way in the case of power loss.
There are several different versions of the ControlLogix processor
module. They do not all use the same battery & do not behave in the
same way in the case of power loss.
 This Technical Tip is
relevant to two different users of Siemens S7-300 systems:
This Technical Tip is
relevant to two different users of Siemens S7-300 systems: Firstly, if you are
replacing the old style CPU with the keyswitch on the front
(which are generally obsolete & no longer available) & using the
current CPU model as a replacement, have you actually taken
steps to re-configure the hardware for your Project & made this
available on a Siemens MMC? If not, & you do not know how, you
really ought to get one of your team on our Siemens S7-300/400
Basic M&T course.
Firstly, if you are
replacing the old style CPU with the keyswitch on the front
(which are generally obsolete & no longer available) & using the
current CPU model as a replacement, have you actually taken
steps to re-configure the hardware for your Project & made this
available on a Siemens MMC? If not, & you do not know how, you
really ought to get one of your team on our Siemens S7-300/400
Basic M&T course.

 However, if you’ve got
Mitsubishi PLCs on-site & because they have perhaps not given you
too many problems to date & you’ve not really looked carefully at
them, how would you know if they have been programmed with the
Mitsubishi GX IEC Developer program?
However, if you’ve got
Mitsubishi PLCs on-site & because they have perhaps not given you
too many problems to date & you’ve not really looked carefully at
them, how would you know if they have been programmed with the
Mitsubishi GX IEC Developer program?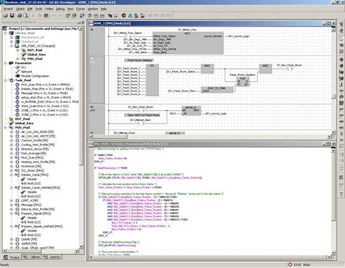 The GX IEC Developer is an alternative
Mitsubishi Programming Package favoured by many machine builders as
it allows them to write structured code which transports more easily
between different applications. However, for the user, it is another
software package to purchase & another training requirement to
satisfy.
The GX IEC Developer is an alternative
Mitsubishi Programming Package favoured by many machine builders as
it allows them to write structured code which transports more easily
between different applications. However, for the user, it is another
software package to purchase & another training requirement to
satisfy.